-
Hi,I've been working a some models for the Multimachine, details are on the wiki at "multimachine into", but I don't have any experience with reinforcing concrete or with hydraulic systems. The hydraulics that I need are fairly simple, hooking up a motor for variable speed, forward and reverse ... at least I hope its simple. As for the concrete I'm getting a book but I need to learn how close to an edge I can place an insert, and what kind of reinforcement I can and should use. If there is any one who knows either of these topics and would be willing to help if you could post here, on the multimachine development page, or email me (my emails on the wiki under "Jershonda_Baker")Also if there is anyone who knows statics and dynamics and would be willing to work on the project please contact me.Shonda
-
31 Comments sorted by
-
Hi,
let me first introduce me a bit. I found the websites about this open source project several days ago and it's a very interesting project. Though a bit controversial in many aspects to me too.
I am an mechanical engineer, though I earn my living from writing software for database applications.
Your first problem is reinforcing concrete. Well, about what kind of concrete are we talking about? cement concrete or polymer concrete? In the case of cement based concrete, I doubt very much if You can build a precise machine tool with it. There are 2 disadvantages of those concrete as used in construction industry.
First, it will absorb water and with different water content in it, it will shrink or grow. Not much, but enough too destroy all precision of a machine tool.
Second, the tension strength of cement concrete is very low, You will need a lot of reinforcement.
I don't think You can build a lathe or mill in standard precision with cement ! Sorry, Shonda
In general, I have some problems with the design of a "multimachine".
First point, there are a lot of smaller 3in1 machines available for metalworking, lathe, drill, mill. None of those machines I have seen really fulfills all three functions really well.
Second, regarding cutting machine tools, I think one should differentiate between machinery where the tool performs the main movement (mills, drill presses, grinders....) and those where the workpiece gives the main cutting movement (lathes, planers). Design criteria are very different. I don't think it's pretty good idea to combine milling and turning in one piece of machinery.
Third, for me it is a bad idea to use such a multimachine for parting, simply cutting off parts off a steel round bar or profile. Just because a bandsaw or hacksaw is such a simple and cheap tool - no reason to do this work on a complicated cnc-controlled precision machine. Also in some production processes there is a need for a saw, but no need for a complicated preision multimachine at all.
In metalworking, there are also some important specialized machine tools, whose design differs so substantially from a "multimachine", it's impossible to integrate these functionality in the desired multimachine.
For example, in metal shops circular grinding of longer shafts is usually performed between fixed centers, not rotating centers. Just to inprove the roundness of work. How are you going to integrate that design in a multimachine that also performs as a lathe, Shonda?
I don't know.
Okay, enough for today. Please excuse my faulty english, I am no native englisch speaker.
Mike
-
@Bastelmike
Your inputs, even if valid, are mostly negative, Mike. Do you have suggestions on how to get around the problems you have identified? Is there a better way of accomplishing what we are trying to build?
For example, if we use a polymer concrete, suitable reinforced, would that provide the stable base that we need? Regarding the multimachine, would it be better to create separate machines with a drive unit that can be moved between them? How would you go about designing these machines to meet our needs?
- Mark
-
Well, it may be negative, but first of all if it's true it's true. Knowing it won't work without knowing the solution is a step forwards..... and secondly you don't want to bite the newb. But I would want to check the amount by which cement suffers this problem of course, and I'm sure Mike appreciates that.
It's not the first time I've heard it, and this sort of criticism, regardless of whether it is or is not accurate in all particulars, indicates the need for, one, a more organized and top-down approach to designing the flexfab facility. Like defining exactly what you want to be able to make, and with what the acceptable number of person-hours, and the acceptable capital cost etc. In other words, actually design and plan it at least a little bit. And two, what you might call day-job level skills.
Although Mike and Shonda obviously have plenty of skill and talent of their own, the main thing that makes it possible to open source anything is that the right people from the middle class, who know exactly how to do it, would be the ones doing it. At least they apparently often are in software, so if that is the success you are trying to bring to hardware.... To do a job good enough to compete with closed source companies, presumably skill levels of the people working on the project would need to be comparable. I don't think sheer person hours spent on something can practically substitute for people with sheer years of experience doing the thing you want to do.
-
Oh, BTW here is a book I just had open in another browser window, which looks pertinent:
http://www.scribd.com/doc/37301862/Principles-of-Precision-Machine-Design
I have also been looking for a top-down view of existing manufacturing systems which I think would help a lot with the flexfab facility design.
-
Having been a member of the Multi-machine Yahoo Group long before I discovered OSE, and possibly before OSE discovered the Multi-Machine's existence, I think that there is a question that is begging to be asked, regarding the level of precision...
It is obvious that Mike is an engineer. Unfortunately, at least to anyone who's been actually working in a machine shop, it is also obvious that he hasn't spent much time outside of the theoretical.
Yes, Mike, you are correct that precision can suffer with a base that has a non-trivial thermal expansion rate, but that is still true to some degree, even if you were working with a Bridgeport knee mill... That's why a good machinist on mediocre equipment will outperform a novice on excellent equipment. Those are the sort of things that the machinist can adapt to, and compensate for, and really, what level of precision do we really need to be able to recreate (at least now) in the midst of a soybean field?
If the difference comes down to bragging rights, but wouldn't hinder or matter to a production run, then does it really matter?
The multi-machine, in concept, was and is supposed to be a machine that could be built literally anywhere in the world, due to the commonality of typical engine block design, with scrap engine blocks from just about any set of discarded engines, and the only really expensive or hard-to-get parts (the spindle & chuck) could be brought in in a carry-on bag by someone visiting from a more industrialized area. True, TSA would never let you carry that onto a plane today, but you could still take it in checked luggage.
Pat Delaney, the creator of the multi-machine, has often traveled to backward 3-world villages, and brought in those very items, just to be able to bootstrap the process, because it too expensive to buy "modern" equipment for schools to train the youth in a trade that would allow them to earn a good living.
Can they make tolerances that NASA would be proud of with those tools? Probably not.
Can they make tools that will enhance the quality of their lives with them? Absolutely, and they can continue to make better & better tools, and improve their accuracy & precision much faster than they could have if they had to wait for a budget to get the best Cincinnati Milacron, or Bridgeport had to offer.
Maybe it's time to get out of the lab, and into the shop, and then go find the oldest machinist you can find, and offer to buy their lunch in exchange for a chance to chat with them about their work.
Shonda (& Mike), concrete is primarily and best used on the multimachine, to add mass, because the heavier the machining cuts you need to do, the more you will need the mass to dampen vibration. If you are considering concrete for a Romig bed, you can still take advantage of the mass of the concrete, without having to belabor the expansion rates of it, by mounting your bearing surfaces with horizontally slotted holes, so that the concrete base can expand at a different rate than the steel parts on top of it. It may require some daily adjustments, but a good machinist will do that anyway, when tolerance requirements get tighter.
When OSE gets to a point where they need to be machining bearings for high-speed turbines, things will probably look differently, and we'll probably have an improved tool set to work with. Until then, the multimachine sure beats a poke in the eye with a sharp stick, and by a wide margin, too.
-
@gregor
> Well, it may be negative, but first of all if it's true it's true.
My point was to encourage solutions to problems, not just pointing problems out. In my experience, people who are smart enough or experienced enough to know when something won't work are often quite capable of contributing to solve the very problems they rais.e
> Knowing it won't work without knowing the solution is a step
forwards.....
Naturally, it's matter of perspective and definition, but I don't agree. Moving backwards away from things that won't work or cause serious problems is part of the overall process, but I wouldn't call it moving forward. The problem is that people sometimes place a value judgment on moving away from the goal. This has been shown mathematically to be necessary in some circumstance (see Simulated Annealing, form example).
> and secondly you don't want to bite the newb.
Oh, tsk. I didn't bite him all that hard. :)
- Mark
-
Hello,
it seems as if I have started a very controverse discussion with my post. But hopefully it will improve the final outcome.
@mjn
For example, if we use a polymer concrete, suitable reinforced, would that provide the stable base we need? Regarding the multimachine, would it be better to create separate machines with a drive unit that can be moved between them ?
Polymer concrete can be a rigid base for a machine tool. Properly designed it works for many applications well. It damps vibrations exectionally well.
The experience with the first generation machines with polymer base has shown that it works well for machines for precision work. It has worked inferior to iron or steel based designs on machines for rough power cutting.
For grinding machines or small jig borers its a good design.
For a larger mill for doing heavy cutting, its use is questionable. Many of the first milling machines with polymer casting have already been scrapped.
I would definitely not try to combine turning and milling in one machine.
First, the loads for the main spindle are different. At mills, the tool is attached to the spindel; with low mass, even on very large mills tool weight rarely exceeds 50 lbs, while on a lathe, depending on size, weight of the workpiece can easily account for several tons.
Second point, the requirements for spindle speeds are completely different. For lathes, this is dependent on the diameter of the workpiece, and that diameter depends on the lathe size. Larger lathes have low maximum rpm, small lathes much higher spindle rpm.
For mills, required spindle rpm depends on end mill diameter, so the range of speeds between small and very large mills is not very different.
Another point is, lathes are two-axis machines, just X and Z; while mills have three moving axes X, Y, Z
I am sure, it will be better to create two different machines, one for lathe operation and one for mill operation. The main spindle and its bearings need to be designed different, also the gears and speed range (not always, ok). You could just swap the electric motor between these two machines. I don't know whether this makes economic sense.
Mike -
@mjn
-
How would you go about designing these machines to meet your needs ?
-
For lathe work, I would go for a design like conventional lathes. A rigid non moving horizontal spindle and the tool performs movements in X and Z axis.
Not sure about the need for a lead screw, because it complicates design significantly. Having no lead screw is a drawback, except the machine is CNC-controlled and there is a synchronisation between spindle and X-axis available.
Many shafts have large threads, 2", 3" and more, for example to fix ball bearings. If you can't cut those large threads, you have a real problem, because there are no affordable cutting tools available for, let's say a 3" thread on a shaft.
For milling, I am not sure between two possible designs.
For sure, I wouldn't build a knee mill. The design is too complicated and its stiffness is bad.
One design is similar to the original multimachine setup, which in fact is more like a horizontal boring mill than other milling machines. Horizontal boring mills are phantastic and universal machines, but for enjoying all the advantages of that design you need a turning table on the machine too.
A drawback to that design is that milling is more difficult because you miss a vertical spindle; except you have an angle head for your boring mill.
Another favorite design would be a bed-type mill (not sure if this name is used in USA).
I am talking about a mill with a table, that performs the feed in X direction, while Y and Z feeds are performed by column/spindle. This setup makes usually for stiff designs, well suited to CNC operation.
Which of those designs is preferable, is a big question.
I think it depends on the kind of workpiece that is most frequent. For square box-type like workpieces, the boring mill layout would be my favorite.
If you have long workpieces with smaller width and height, the bed-type mill would be the type I prefer.
Mike -
Thank you for your input, Mike. I found it interesting. Just between you, me, and the entire internet, I lead towards separate machines, myself. I would like to equip myself with some heavy duty metal working machines such as a lathe, drill press, and milling machine. Contrary to building these myself, I figure to buy used gear from old industrial shops. There seems to be a fair bit of equipment on the market for reasonable prices. I have a friend who has such a shop, acquired in just this way, and has modernized it by retrofitting CNC, etc. This is all going to have to wait at least a year as I'm very buy with other things just now (I'm building a house).
- Mark
-
I'm not trying to rack anyone's jewels over this, I'm just trying to inject some realism, & practicality.
What are the goals for the machine tool? Everyone may have different answers to this question, and as such, their ideal machine tool would probably look very different from anothers' because of their respective different needs & goals.
I'm trying to frame this in terms of what would allow a labor or time savings in manufacturing things like the CEB Press, & the LifeTrack, or similar, and none of those goals require any level of precision that is not easily attainable with a generic MultMachine design.
It's certainly accurate & precise enough to allow one to start making electric motors for things like the torch table, and it is even precise enough to be able to manufacture hydraulic motors and pumps, when OSE progresses far enough to be able to make their own parts for those too. By the time OSE grows a need to have more precision than what is easily attainable with the multimachine, everything else kinda falls into the category of an academic discussion - which isn't all bad in and of itself, as long as it didn't hold up actual production or product development, all for the sake of a better mousetrap for that mouse that hasn't yet evolved...
-
@Mark (& Mike)
I also have a preference (in a perfect world) for a large shop with many separate tools, but I know it would require more funding than what my wife will possibly ever allow (mostly because she's afraid she'd never see me again), and with the economy looking down, there are scores of bargains to be had for the savvy shopper looking for machine tools too.
I thought this was for OSE, not for our dream shops, though? ;)
-
@Allen15
> I thought this was for OSE, not for our dream shops, though?
Personally, I think it does support OSE - in conjunction with my own wants and needs. Gathering metal working tools allows me to work on GVCS parts and even whole tools. If I have a decent mill, lathe, drill I can still build a PowerCube. I don't HAVE to use an OSE Multimachine.
- Mark
-
But Mike, remember to keep this in context of what they want to make with the thing, basically making all the gvcs tools and things like them. They won't be turning anything that weighs tons, there is nothing like that in the GVCS and probably never will be.
Ultimately, it is important not to depend to heavily on rules of thumb, too. I noticed people doing this with the solar project: what you have to do is start from scratch, basically. Maybe the polymer concrete based machines get scrapped eventually but it depends on why. Secondly I would want to know what, exactly are the coefficients - I forget the name now, for the damping loss of vibrations within the material. I would want a table or graph of transmission loss data through a block of material at different frequencies.
Secondly, it really helps with long term progress if you can at least make notes as you go along, retaining the good sources of information you encounter. In military intelligence information that is second hand is still worth a lot less, no matter how good the source. Third or fourth hand is pretty useless. The grade of the information can go up if it comes from an expert with years of accumulated subject specific knowledge. The highest grade of reference source in this context is peer reviewed ("primary") literature, in which testing and direct analysis etc. is done.
Also, check what this guy says about replicators wrt machine tools etc. http://mnemnion.wordpress.com/2009/11/22/on-replication/
You want the multimachine to be CNC, not manually operated, definitely. I think all that compensation stuff to be done automatically, Allen, manual is not an option.
The thing here is to get from digital design files to physical object as cheaply as
possible, and the need for a highly trained machinist is a major barrier to that.
Secondly, as I said, the exact precision needed is a good question which has not really been answered. IT grades http://www.engineersedge.com/international_tol.htm are a good place to start. If someone could find like a table of the IT grades needed for various machine parts that would be good.
-
It is unlikely that OSE or anyone else will obviate or obsolete a good machinist (ever), any more then teaching some machine to play the flute will be able to put Hubert Laws out of business. They are artists at work.
The best that is likely possible, is that the minimum quality level with little or no training can go up with the right tools. That being said, the people who are expecting to be able to use this equipment will become better designers if they can at least get the basics of machining down on the respective equipment that they are needing to use, so that they can become more familiar with the limitations of their own equipment, and that has to start manually, not CNC, or there will probably be many more and more expensive mistakes made in the learning process.
Yes, the process has to be something that CAN be automated, to a degree, but combining the possibilities of this platform with even average machining experience can increase the payoffs considerably, and faster too.
-
gregor wrote:
You want the multimachine to be CNC,not manually operated definitely
But Delanys multimachine isn't CNC ready
1. It has no power feeds in ints axis. Without motors, no CNC
2. For reasonable operation under computer control you need stick-slip free bedways; roller bearings or anti-friction coating. And you need ball screws
3. CNC should be able to change spindle speeds. Thats not possible with those belt drives
All together, it's no invitation to modify such a machine to CNC
Mike
-
gregor:
But Mike,
remember to keep this in context of what they want to make with the thing, basically making all the gvcs tools and things like them. they won't be turning anything that weighs tons, there is nothing like that in the GVCS and probably never will be.
Yes, I have seen what is planned in the GVCS. I found there things like 200hp-tractors, trucks, bulldozers and 50MW wind turbines.
These all have parts you want make on a table lathe ??!
I'm dealing with OSE since a few days, but for me there are big discrepancies between what they plan to do with GVCS and the OSE specifications; and how they plan to do it !
One OSE specification demands OSE has to be of equal or better performance than commercial available tools !!!
Does anyone think, that can be achieved with cheap simple tools, made from scrap parts.
Another example:
There are basic drawings of the OSE shop on this site. Do you really think, that is a shop for building trucks and bulldozers ?
I made a simple basic layout for a shop where you can build trucks. You have the space and most of the necessary tools. Its huge, look for yourself. Building size is 164 x 58 ft.
Its no factory for mass-production of trucks, I would guess its capacity at 1 truck per day. Do you still believe, with the OSE shop and a multi-machine you can manufacture trucks ?
Mike -
Here should follow the picAttachments
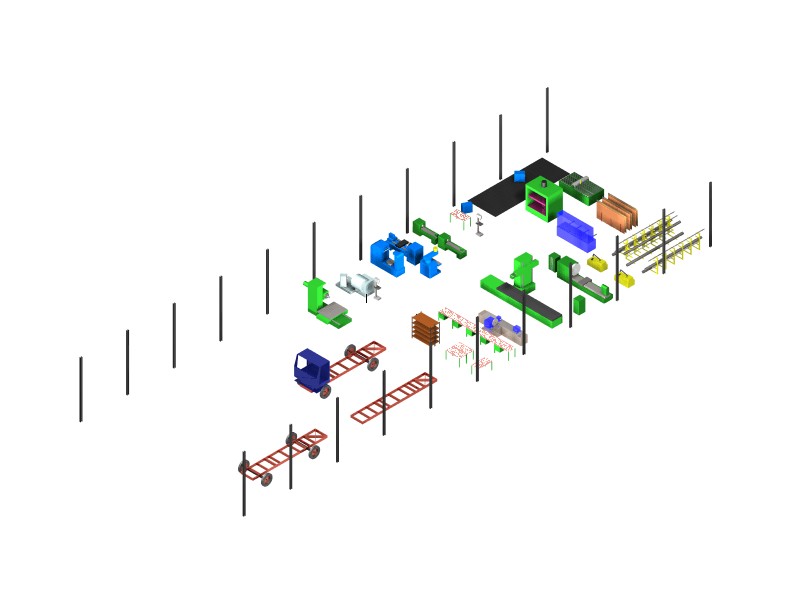
Truck_Fabrik1-2.jpg 40K -
I've been around the corner with OSE on this topic. What is that saying? "A little knowledge is dangerous"?....:)
I operate professional quality CNC machines for a living and there is no way that a untrained person could even run one never mind program it. Even a specially made, easy to operate Multi-machine will be next to impossible to program without a fair bit of training and experience. The cheesier the machine, the more skill you will need to get it to do anything useful.
It takes 5 to 10 years to create a decent machinist that can make commercial quality mechanical parts. My purpose here is to put things into perspective. To recreate 10 years of human experience into some sort of program is well beyond OSE's abilities at the moment.
I agree totally with Allen15, manual first. The computer that controls a CNC machine does not know how to machine. YOU must know how to machine first. It's just good at going fast and repeating your commands over and over.
The Dawg
-
Yes, I guess you are right about some of those things Mike. I personally do not expect them to be able to make a 50 Mw wind turbine or truck or bulldozer similar to commercial counterparts anytime soon. But the lifetrac may be adapted to light earthworks soon enough. But it's true there is a very major and obvious disconnect between what is being dreamt of talked about (and promised) and what is being done, in many places. Me and Dawg have complained about this several times.
Still, the reality is not so bad itself or I would not bother wasting even the very small amount of time around here that I do. An open, cnc multimachine would still be plenty nice to have. But yes, I agree that is not the stated goal though, and these tensions are IMO real leadership issues that cause trouble, drive people away etc. It's kind of like Marcin is going to the doctor and not telling them the whole story or changing it all the time - I mean you can't expect people to help you if that is the way you are going to be.
Anyway, If you don't think there is enough space to make a truck I pretty much have to take your word for it. But I think it is important to have access to the engineering texts and other highly detailed information here and really have a very close look at things. Like I said, first principles. How does your truck factory work, and why is it not possible to make it smaller? You probably don't have time to answer that question, but that's the sort of thing that is needed.
Similarly, Dawg, I would bet good money you are right if you say so and mean it, but I would never write it off as being *possible* to do a higher degree of automation i.e. increase the quality to training ratio well above what you are indicating without having a very close look - are there any freely available textbooks and training materials for machinists I wonder, that we could go through?
I'm sure there are a million different things, like compensating for thermal expansion, bit wear, each material is different and test pieces usually need to be done to determine the parameters for good machining... but for all those things, there is ultimately substantial hope for automation. I know there is a big project right now to get the parameters needed for good machining of different material in different situations recorded and into the public domain so it will reduce the cost of initial setup for a production run by allowing a higher degree of automation for that step.
I also agree that there is some definite naivete going around in some places here and have seen it in some places that I know a bit about myself, like water treatment, and, in retrospect, the nickel iron battery prototype with concrete was very naive. Reality does tend to intrude in the most inconvenient ways and you need to admit and embrace that not deny it as is sometimes done.
-
@Gregor
LOL... I must have missed any episodes about prototyping a nickel-iron battery with concrete... Scary, but maybe entertaining?
I do have some ideas about water treatment that I'd love to get your feedback on, as a sanity check, if you're willing, though, in the OSRLiving.org group, currently under Aquaponics.
-
@gregor - Hey I love anything automated. But it has to make sense.
The group's plasma/torch table is a great project for instance. The potential there to save many man hours is tremendous. But even that relatively simple machine isn't being used to it's full potential because of the complexities involved.
As an example, it's important to realize that a torch table and a CNC router are very different machines. They kinda look the same and the movements are similar. But because the router's cutting tool comes in contact with the work it has to be built differently and the programming is much more complex. On the surface it would seem like a good opportunity for a neat multi machine. Kill two birds with one stone, right? I don't think so. It would be such a waste to run a torch table with a machine designed to cut metals. Similarly it would be crazy to try and machine hard material with a lightly built gantry designed to barely hold it's own weight.
In the machining/fabricating world, multi machines are complex and rarely do any one function as well as their single function counterparts.
As for learning to be a machinist. Sure, someone can take the time to do this. I was 60 or 70% self taught when I entered college. But I get the impression that some in the group feel that the CNC part of the name means that less knowledge is needed because somehow the computer is there to help. This is not the case.
At some point, you have to ask yourself what will the practical benefits be for the AVERAGE person.
Building and designing a sophisticated aspirin dispenser that has the knowledge to give you the right number of pills for a particular situation doesn't replace a physician.
The DawgSimilarly, Dawg, I would bet good money you are right if you say so and
mean it, but I would never write it off as being *possible* to do a
higher degree of automation i.e. increase the quality to training ratio
well above what you are indicating without having a very close look -
are there any freely available textbooks and training materials for
machinists I wonder, that we could go through? -
gregor
How does your truck factory work, and why is it not possible to make it smaller?
Basically I have tried to put all equipment in it that you need to build trucks. Built it mostly on your own, not buy most of the components and just assembling them. Two important areas are still missing, but they are better performed in an auxiliary building: paint jobs and heat treatment.
I designed that factory such that the material flow works from the right side (raw material) to the left until a completed truck leaves the hangar.
It has space for assembling up to 6 trucks simultaneously - thus I guess, with enough personnel you can complete a truck each day.
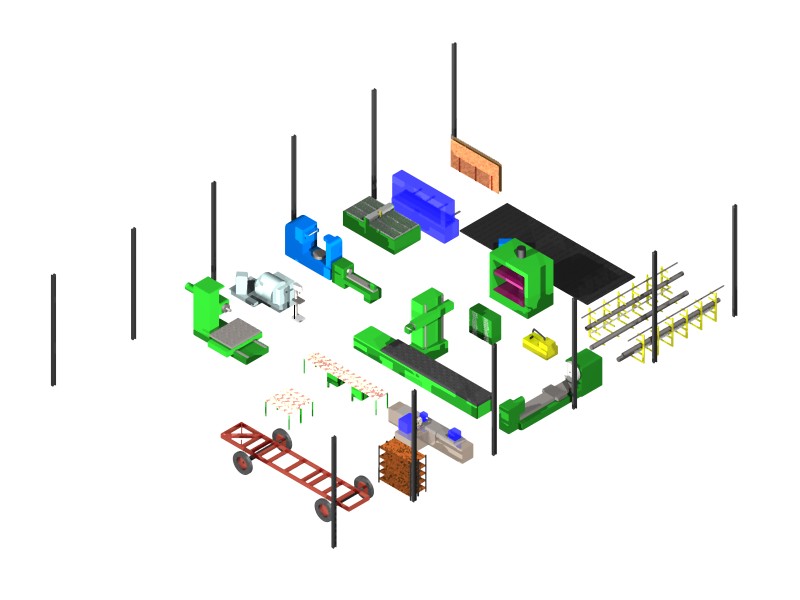
Why is it not smaller? Well, gregor, I now made a smaller (83ft long) version for you!
Look at it and you will see how it performs compared to the large version.
This is what I did:
- removed storage for raw materials
- removed 1 bandsaw
- reduced area for welding operations
- removed 1 small and 1 medium lathe
- removed knee type mill
- removed 1 drill press
- removed 3 workbenchs and space for small assembly
- removed most space for final assembly, now just one truck can be assembled
- additional shelfs and storage space removed
- free space between all equipment reduced
Disadvantage of this reduced concept is, that you can't work with many people in that shop. Too tight spaces between machines, not enough space to store larger unfinished parts. Only 1 assembly area. You save half the shop size, but production rate will drop to 1 or 2 trucks per month as you can only work with a few people.
I don't think you can remove much additional equipment; or you will have to buy most of the components. But thats not OSE, is it ?
Mike
Attachments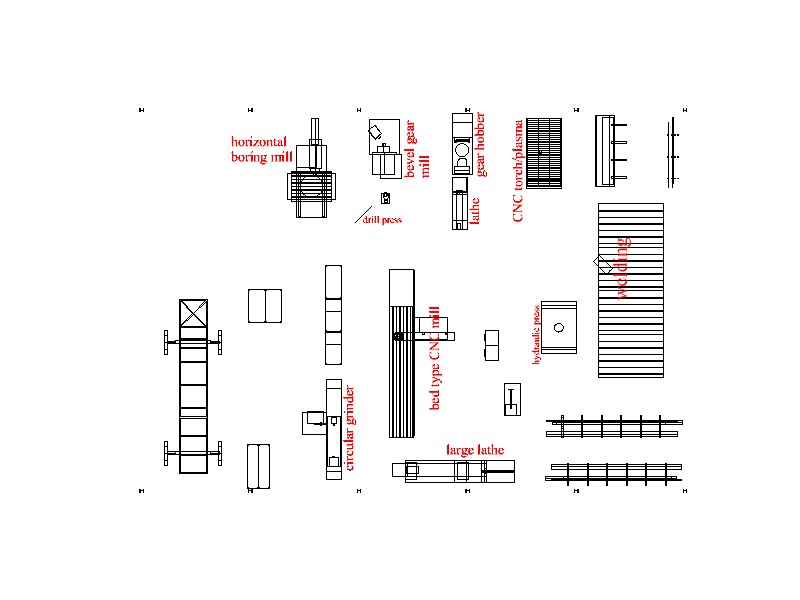
Truck_Fabrik2-3.jpg 52K -
Just seen on the wiki, see GVCS Rollout plan
Astonishing, the capabilities of this machine !
CNC integration with tool change capability, works as #1 mill, #2 drill, #3 lathe, #4 surface grinder, #5 centerless grinder, #6 nut&bolt machine, #7 bandsaw, #8 cold cut saw. In the same document, but other place, it also serves as #9 ball-bearing grinder.
Thats the solution, one machine replaces nine
I regret very much, that I personally don't believe in such a miracle machine. But maybe someone in this forum can convince me that this 9-in-1-machine is more than a useless piece of metal, going soon to the scrapyard.
Mike
-
Ashes to ashes, dust to dust, & scraps to the scrap yard... From whence it came, so shall it go forth, but not until it hath toiled for mankind yet again :)
While it is true that this machine will be a challenge to automate with CNC, that doesn't automatically relegate it to the scrap heaps (where most of it came from in the first place). One has to have tools to make better tools, and this is a pretty good start to making better tools, if nothing else.
Do you perhaps have a better alternative to suggest? Instead of us trying to convince you that the multi-machine is more than useless, how about you convincing us that an alternative is more feasible? (Like providing the alternatives or pointing the way to them?)...
We'd all love to hear better options, but without them, right now, this is the best thing going that can get anywhere close to doing what we'd like to do with it.
(Remember, feasibility also involves replication in low-tech environments too...)
Your turn :)
-
Well Mark,
You personally have already given the answer for Your future shop: separate drill press, lathe and mill. Why should I now believe that a 9-in-1-machine will work well if You don't too?
Don't worry, I won't have a rapture when I will see the results of that multimachine. Even 3-in-1 performs in most operations poorly, why should 9-in-1 work so much betterJust think of the poor automatic tool changer, having to change such different things as drills, turning bits, endmills, grinding wheels and bandsaw blades....
I have already mentioned some proposals in earliers posts
First, it doesn't make much sense to integrate the function of a bandsaw in such a multimachine. Bandsaws (made in China) are available for a few hundred bucks. Bandsaws are not CNC-controlled, except they work fully automatic in mass production - not the scenario for OSE currently.
Same is true for the drill press. And don't try to tell me that bandsaws and press drills are to expensive for people in developing countries! If they want to build a lifetrac, they need already capital for the parts. If they can afford to buy all the parts and raw material needed, they will also be able to buy drill and saw for a few hundred bucks.Second point, I've mentioned that I would differentiate between turning (workpiece rotates) and milling/boring/drilling (tool rotates). Construction of tool machinery is going on since 2 centuries, but up to now there is no really working basic concept for a lathe and mill ! either those machines are basically lathes, then their milling capabilities are very limited. Especially the size of the parts that can be milled is limited. Milling is done even on high-tech CNC lathes today, but it is limited to small tasks as milling a keyway or a square on a part that has been turned before.
Milling machines don't offer good opportunities to do lathe work. The horizontal boring mill design is more adapted to lathe work, but also not the type of machine You would love to have for turning. The setup is difficult. Further, these are usually large machines, not very efficient for the typical parts that are manufactured on a smaller lathe.
Conclusion, buy a cheap bandsaw and drill press. And at OSE we should design a working lathe and a separate mill. With those machines ready we can try what additional functions they can perform, for example surface and circular grinding.
Last point, leave special functions as ball-bearing grinding and centerless grinding for special machinery, designed for that purpose. If You have ever seen one of these machines, You would know that their basic design is different from common machines.
I just wonder how many people in this forum have ever seen how precision balls for ball bearings are manufactured-the tools are very different from standard universal machine tools....Mike
-
Well Just a word of warning Mike: don't think of this as "we". I stopped saying we when it became clear that is not how it works at OSE. It's Marcin doing what he wants and you can fetch coffee if you want. Don't expect anything you say to change anything on the project. I only regard the forums as an interesting discussion, and it might be useful to others in the future.
Anyway, about the machine, having looked at that precision machine tool design book, and having watched a bunch of instructional videos from MIT recently on machining.... IIRC there is currently no stated explicit goals regarding many parameters like the size of the workpeice it can handle which means trying to talk seriously about it is sort of like trying to shoot a fly. But if you are willing to make compromises on some things like size and speed, it does look like you should be able to get the 1 thou precision they say they want with good surface finish, probably more, and the roundness OK too. The thing is stiffness and vibration damping (at all suitable frequencies) are stiffness and damping. The rotor speeds are a productivity issue, it appears to be practical to use the same RPM range for the spindles of the lathe and mill if you are willing to compromise on speed.
For bearings basically you would be just reusing the motor and nothing else really so there may be little point, but if you can accomodate the possibility of the functionality without causing problems elsewhere maybe it's worth it so you could get by in a pinch or use it for bootstrapping.
For the actual machine tool it might be a good idea to look at hydrostatic bearings. I saw an interesting doc on an ultra precision lathe that used hydrodynamic bearing, was made of ceramic, and required relatively low precision itsself to make. They provide an inherent degree of smoothing much more than roller bearings so you get a larger step between the precision of the motion, and the stiffness, you get from the bearing, and the precision needed to make the bearing, and can nearly eliminate backlash when used on the leadscrew.
Although others point out that manual would be a better start, actually the idea of leapfrogging to CNC might not be so bad IMHO. The thing is the design of the machine can be changed to give better stiffness with less material because the operator does not need to be able to reach in there as much, and secondly it opens up the possibility of a scanner to compensate for inaccurate fixturing of the peice. Instead of spending all that time to get the workpeice aligned with the machine tool to say, mill perpendicular faces (or use special holders) you can scan in the peice and simply have the machine do all the alignment work - it knows which plane one face is in, and where all the other features are within the XYZ space in the working volume of the machine.
Thirdly, as I mentioned in prior ramblings, it allows the possibility of scanning, machining, then repeating. I came across a doc a while ago that used a profilometer (highly precise scanning device) along with a very poor machine tool and the authors got excellent precision out of the setup. If you think about it doing something like pointing a rifle at a distant target with the terribly imprecise actuators that are human muscles is pretty darn amazing, and that can be used here too. You want a good scanner anyway so that may be a good way to go (and should be added to the functionality list). CNC also eliminates the transmissions for power/manual feed switching, and also also for thread cutting, as well as some other bits and peices. Also, you may be able to compensate for very low frequency distortion of the machine issues automatically.
Also, BTW I have seen advertisements for 5 axis milling machines that can supposedly make most parts that a lathe can make and are being advertised as such. There appears to be a sort of continuum actually, extending from a regular lathe, to lathes with live bits, to 5 axis mills.
-
 Hi everyone. I am really glad to be sharing with you. I heard about Open Soucre Ecology on CBC Radio. I am a canadian from northern ontario. My occupation is machinist. Most of the machinists up here are not certified. Our machinist trade is a open trade in ontario. We have a certification program. But most employers not require it. I did my machine shop basic training at Canadian forces Fleet School Engineering Division in Halifax Nova Scotia in 1981. I also took machine shop for two years in high school. Ten years ago I took a one year CNC course at a trades college. The very first bit of advice I was given was "If you want to become a good marine engineering mechanic you need to first become an expert at removing as many variables that would cause failures and do it in a dynamic fashion ". I think he ment when the steam driven lub oil pump needs oil you better do it quickly. The first lathe I go paid to operate on was aboard the Hmcs Saguenay. We had a newly minted machinist specialist just back from fleet school. And he was deterimed to teach machining to any one he out ranked. Talk about removing variables that would cause failure. At sea we would make valve spindles and face valve bonnets. The spindles were hard to make because the half nut would disengauge when we hit a waves. We over came this problem by making a master thread spindle and attaching it to the end of the blank to be cut. Attaching a piece of wire to the carriage and used it to follow the rotating grooves in the master and produced the acme thread by manually moving the x and y. After a few months of this we discovered if we just blued the blank and scrached pick line we didn't need to drill and tap the end of the blank to attach the master. So the very first piece of imformation I learned from the very first professional engineer I ever met gave was me the most important to my career as a machinist. " Remove as many variables that could cause failure and you will consistinty be successful"
Hi everyone. I am really glad to be sharing with you. I heard about Open Soucre Ecology on CBC Radio. I am a canadian from northern ontario. My occupation is machinist. Most of the machinists up here are not certified. Our machinist trade is a open trade in ontario. We have a certification program. But most employers not require it. I did my machine shop basic training at Canadian forces Fleet School Engineering Division in Halifax Nova Scotia in 1981. I also took machine shop for two years in high school. Ten years ago I took a one year CNC course at a trades college. The very first bit of advice I was given was "If you want to become a good marine engineering mechanic you need to first become an expert at removing as many variables that would cause failures and do it in a dynamic fashion ". I think he ment when the steam driven lub oil pump needs oil you better do it quickly. The first lathe I go paid to operate on was aboard the Hmcs Saguenay. We had a newly minted machinist specialist just back from fleet school. And he was deterimed to teach machining to any one he out ranked. Talk about removing variables that would cause failure. At sea we would make valve spindles and face valve bonnets. The spindles were hard to make because the half nut would disengauge when we hit a waves. We over came this problem by making a master thread spindle and attaching it to the end of the blank to be cut. Attaching a piece of wire to the carriage and used it to follow the rotating grooves in the master and produced the acme thread by manually moving the x and y. After a few months of this we discovered if we just blued the blank and scrached pick line we didn't need to drill and tap the end of the blank to attach the master. So the very first piece of imformation I learned from the very first professional engineer I ever met gave was me the most important to my career as a machinist. " Remove as many variables that could cause failure and you will consistinty be successful" What I hope to bring to this and hopfully other forums.Is a bit of experience maybe some humour canadianized.
When I did the questionare that allowed me to join this forum I was ask " what I have to offer this project?"
The answer is : I have been a metal butcher for 26 years. I
I started my trades training when I was 17. As a marine engineering mechanic for the canadian Navy at CFFS halifax. I served on the older DDH class Destroyers. They ran on y-100 steam boilerers(2). As a Sailor I got to visit local machine shops and fabricators in differend parts of the world. I was always amazed that in some parts of the less modernized world people could find ways of achiving big things with very little. I am a bit of machine tool history buff.
My Occupation. I am a CNC Hybred lathe operator I run and maintain a Boringer DUS 560, I do some leadhand work like set-ups and training in the machine shop. We manufacture minerial sampling equipment. We are a metal fabricating shop so the bulk of our work comes from our fab (welding) shop.
My Creditals: Certified General Machinist (inter-provincal red seal)
My Experience: I have been exposed to alot of older machine tools and alot of different shops I have visited and worked in quite a few. I have a small garge based tool and die shop. econo mill, surface grinder, a small manual lathe, heat treating and casting oven. I have built a few machine tools. My lastest build was a metal cutting hack saw from plans I found in Popular Science Feb 1964. In an article by Walter E Burton. The cool part about this build is that the rocker component is two used Piston to Crankshaft Con_Rods from a V-8. I think it might be a good fit for GVCS. I up loaded the article in PDF and the BOM. But I am slowly learning WIKI.
I will pick up a stripped v-8 engine block. The first questions I want to answer is exactly how strong is engine block and how easy is it to machine on. I know when it is fully assemblied it is very strong, but what if you remove the heads and the dome and the oil pan and the crank shaft, I wil search for these answers with a 5 ton bottle jack with a pressure gauge and a hand dril and a couple of dial indicators. Collect engine dimentional data and see if I can destroy a v-8 engine block with a 5 ton jack and if I can destroy it , how much force is needed. Should be a fun test. Might even get some usable data.
I hear my bed calling
Bye
Attachments
phack 034.jpg 334K 
Bill of material phack.doc 79K Power Hacksaw Material list.doc 22K 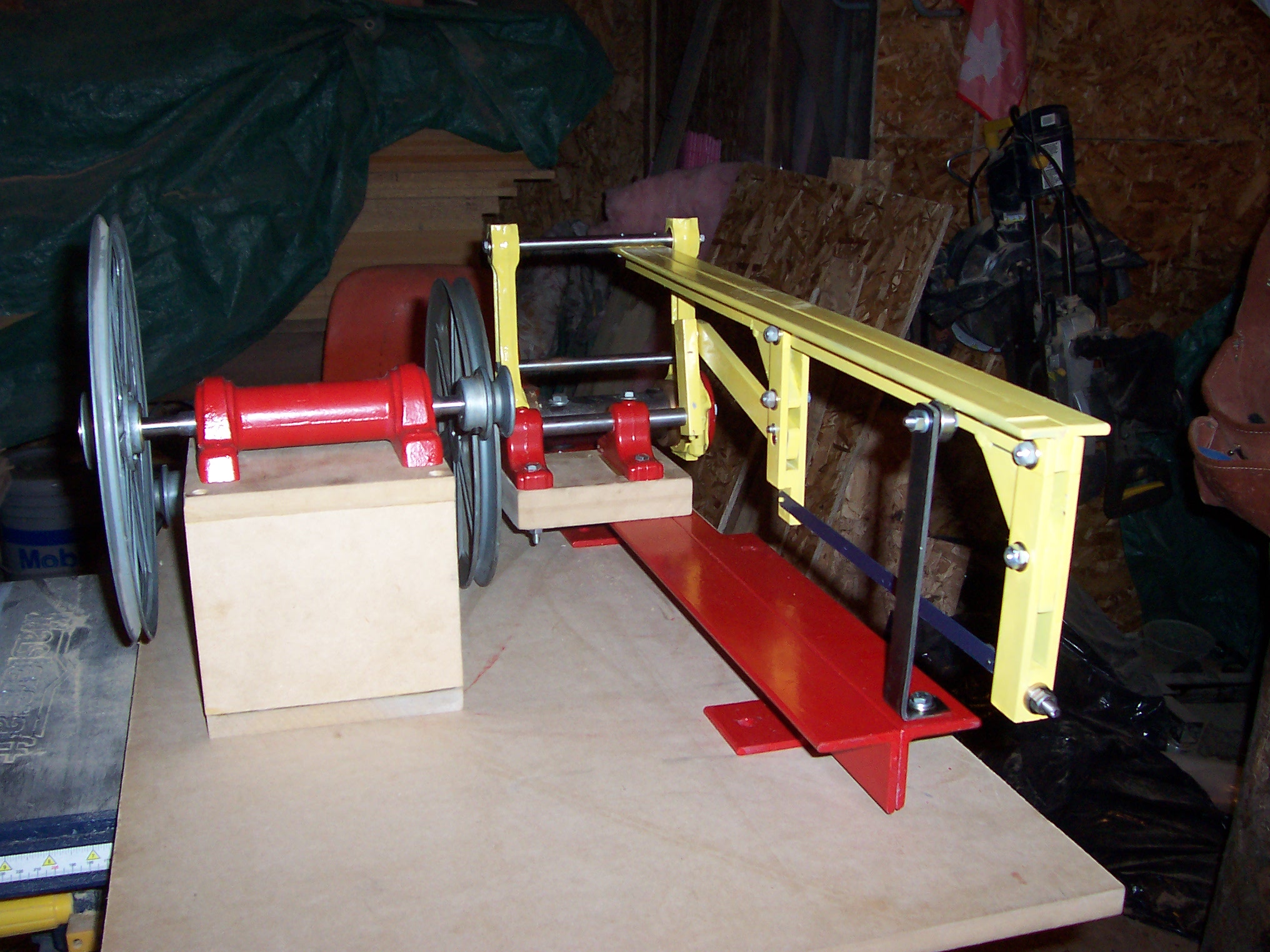
phack 035.jpg 613K -
The scrap dealer will give me car engines at $100 per ton. Striped ones I can get for about $8.00 cnd. A whole scrap engine for $25.00. In my area there are 3 common engine block materials. Steel, cast iron and aluminium. The cordless hand drill test tells me the steel block is for sure the best block to build on but hard to machine. I plan to experiment with a bed way system that uses three track rails (like the ones used by small mining car)s. I will grind the center rail and that will be the reference beam. I plan to include the crank shaft and the two cyclinder heads and the flywheel. Attach the outer rails to the valve cover side of the heads. The center rail will attach to the dome with plenty of adjustment. Cross members will be inverted rail for flange to flange contact with the bed ways. In practical use I see a lathe like this mounted in a truck. A dual tool post one for cutters and the other to mount a ridge pipe tapping head. This way threads up to 1.250 can quickly be cut and dies are pretty easy to keep sharp. The lathe should be able to cut victolic groove for joining pipe for irrigation. I think the multi machine should be capable of making thas many of the hydraulic valves and fitting as possible. Quick connects are nice but chicgo fittings would be easier to re produce on this lathe.


Howdy, Stranger!
It looks like you're new here. If you want to get involved, click one of these buttons!
Categories
- All Discussions1,013
- General Discussion895
- ↳ Introductions145
- ↳ GVCS Development43
- ↳ GVCS Replication14
- ↳ Similar Projects, Partnerships and Open Culture53
- ↳ In the News14
- ↳ Education15
- ↳ Food18
- ↳ Energy42
- ↳ Health2
- ↳ Sustainable Architecture21
- ↳ Transportation10
- ↳ Household6
- ↳ IT, Web Infrastructure110
- ↳ Shared Personal Notes1
- ↳ New Communities10
- ↳ Other Languages34
- Project Management4
- Proposal and Development Status10
- Organizational Development26
- ↳ Team Logs4
- ↳ OSE Core Team1
- ↳ OSE IT - Core Team2
- ↳ OSE Collaboration Platform - Core Team6
- ↳ Resource Development3
- GVCS Technical Development52
- ↳ Open Source Car10
- ↳ Open Source Tractor1
- ↳ Gasifier Burner1
- ↳ CNC Torch Table5
- ↳ Agricultural Microcombine4
- ↳ Dimensional Sawmill1
- ↳ Documentation and Instructionals18
- OSE Dev0
- ↳ Trucktor0
- ↳ Microtrac0
- ↳ CNC Router0
- ↳ CNC Torch Table0
- ↳ Bulldozer0
- ↳ Backhoe0
- ↳ Car0
- ↳ 3D Printer0
- ↳ 3D Printer Laser Diode0
- ↳ Tractor0
- ↳ Powercube0
- ↳ Brick Press Controller0